工具主軸軸線の傾きによる加工面への影響
主軸軸線の傾き
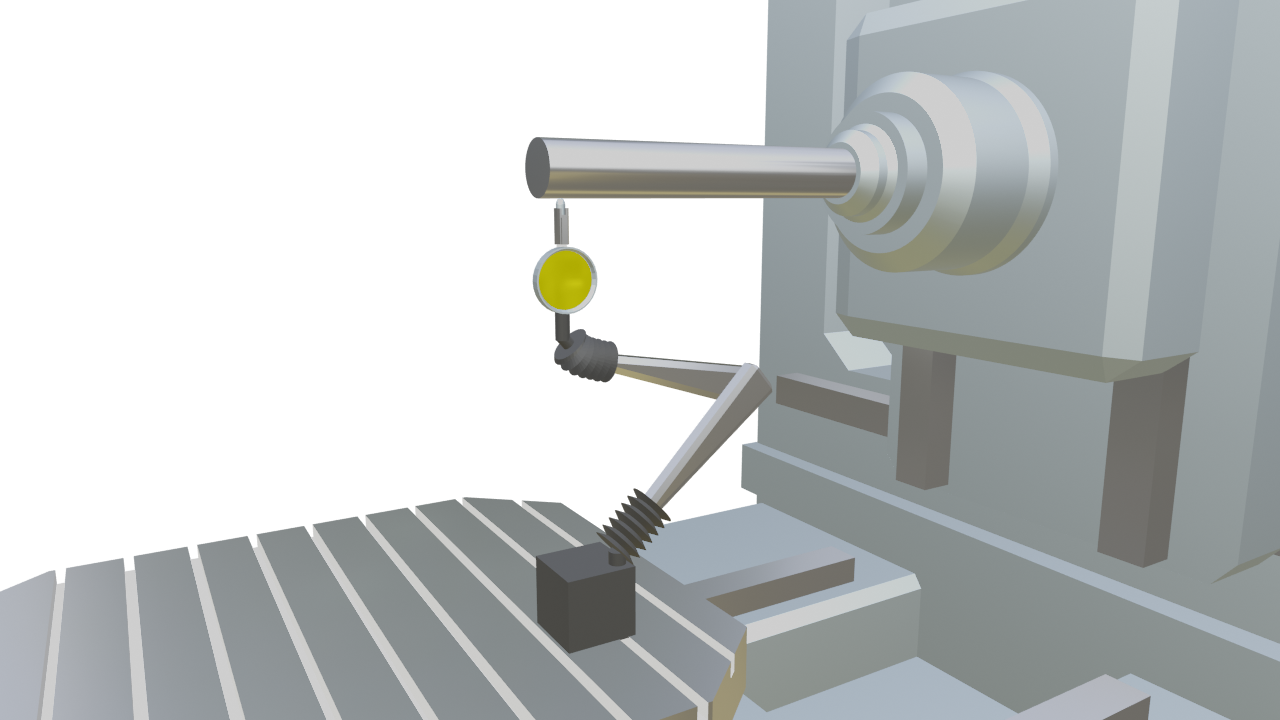
工具主軸を持つ工作機械において、XYZ軸と主軸軸線の関係は、加工精度を左右する重要な機械精度の一つです。図のような横形マシニングセンタの場合、理想的には主軸軸線に対しZ軸は平行、X軸とY軸は直角です。しかし実際は、主軸軸線にはX軸まわりの傾き、Y軸まわりの傾きという誤差が存在します(図1)。すなわち、主軸軸線とX軸・Y軸の直線軸とは直角ではなく、主軸軸線とZ軸は平行ではない状態になっています。これらの誤差量が大きいと、ワーク精度に影響を及ぼす可能性があります。
※ここでは直線軸の「直角度誤差」は無視できるほど小さいと仮定。詳しくは 4直角マスタと変位計を用いた直角度誤差の測定を参照

主軸軸線の傾きの影響
実際の加工例において、主軸軸線の傾きが加工に与える影響を見てみましょう。


動画は工具径D[㎜]の径でフライス加工を行った時の加工面の様子です。加工面のX軸回りの傾きによって配色を変えています。
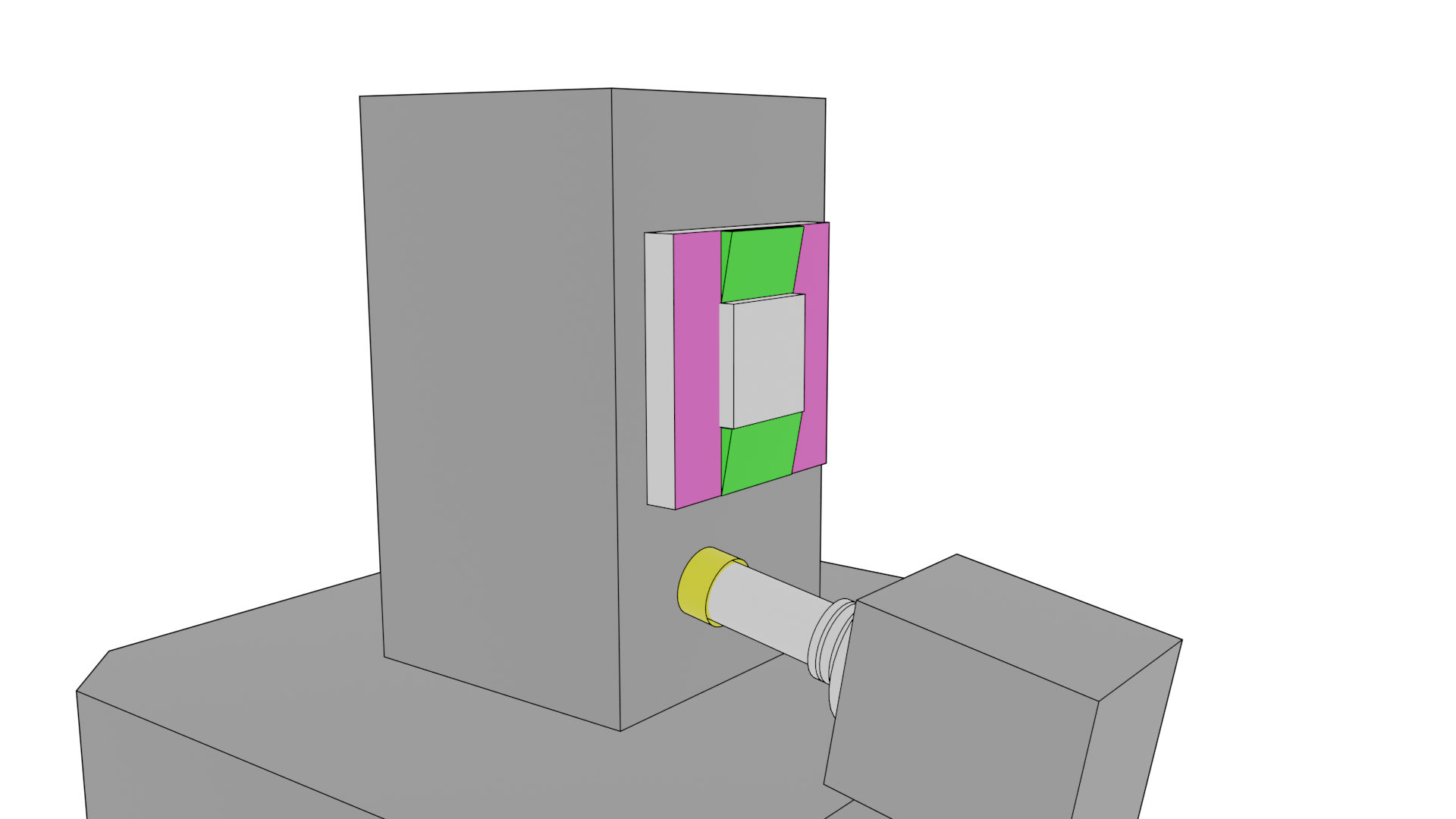
主軸軸線の誤差がないとき、加工面は平たんに加工できています(図2-1)。一方、主軸軸線にX軸まわりの誤差があると一様な加工ができず(図2-2)、加工経路にもよりますが、図3のような段差が生じることになります。
加工面に現れる誤差の大きさ
このように、軸線の傾きが存在すると、加工面の平面度に影響を与えることがわかります。図4に示すように、フライス加工の工具先端点のZ軸方向の最小値と最大値の差 Δzは、工具径 D と、軸線の傾き量 φ の積になります。 すなわち、フライスの工具径が大きいほど、加工面に現れる軸線傾き誤差の影響は大きくなります。

主軸軸線の測定方法
軸線の傾きの測定には、テストバーと変位計を用いるのが一般的です。加工面の精度が出ないケースでは、上記の主軸軸線の傾きの他に、直線軸の直角度誤差による影響も考えられます。干渉事故を起こした際や日々の点検の際に軸線の傾きや直角度を測定することで、精度不良の切り分けの一助とすることが出来ます。