精度に精通したエンジニアによる機械加工TIPS
現場エンジニアが空間精度に関わるちょっとした知識をご紹介します
工作機械には、季節や日中・夜間の環境温度の変化や、機械自身の発熱によって、部材の膨張・収縮が起こります。高品質なワークを得るために、温度と加工精度の関係について考えます。
工作機械はさまざまな「幾何誤差」を持っています。複数の幾何誤差が重なり合い、加工の際の誤差となってあらわれます。
今回は直角度誤差について詳しく見てみましょう。
工作機械はさまざまな「幾何誤差」を持っています。複数の幾何誤差が重なり合い、加工の際の誤差となってあらわれます。
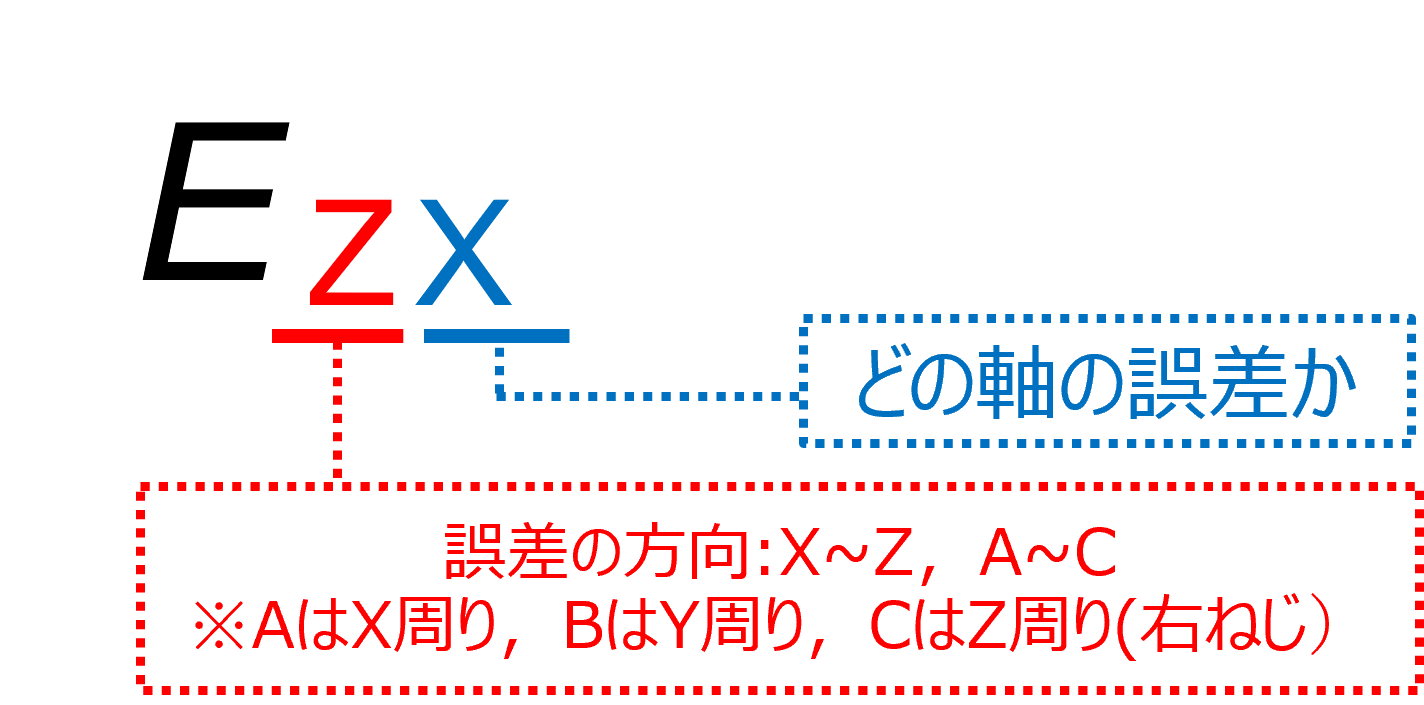
幾何誤差の種類と表記方法を確認してみましょう。

「アッべの原理」をご存じでしょうか。「測定精度を高めるためには、測定対象物と測定器具の目盛を測定方向と同一直線上に配置しなければならない」という原理で、 ものの長さを測定する際に注意すべきポイントのひとつです。
直定規で対象物の長さを測る場合を例にとって考えてみましょう。測定点に対する直角方向からの目線のずれをθとすると、測定長さにLtanθ分の角度誤差起因のずれ量が生じます。

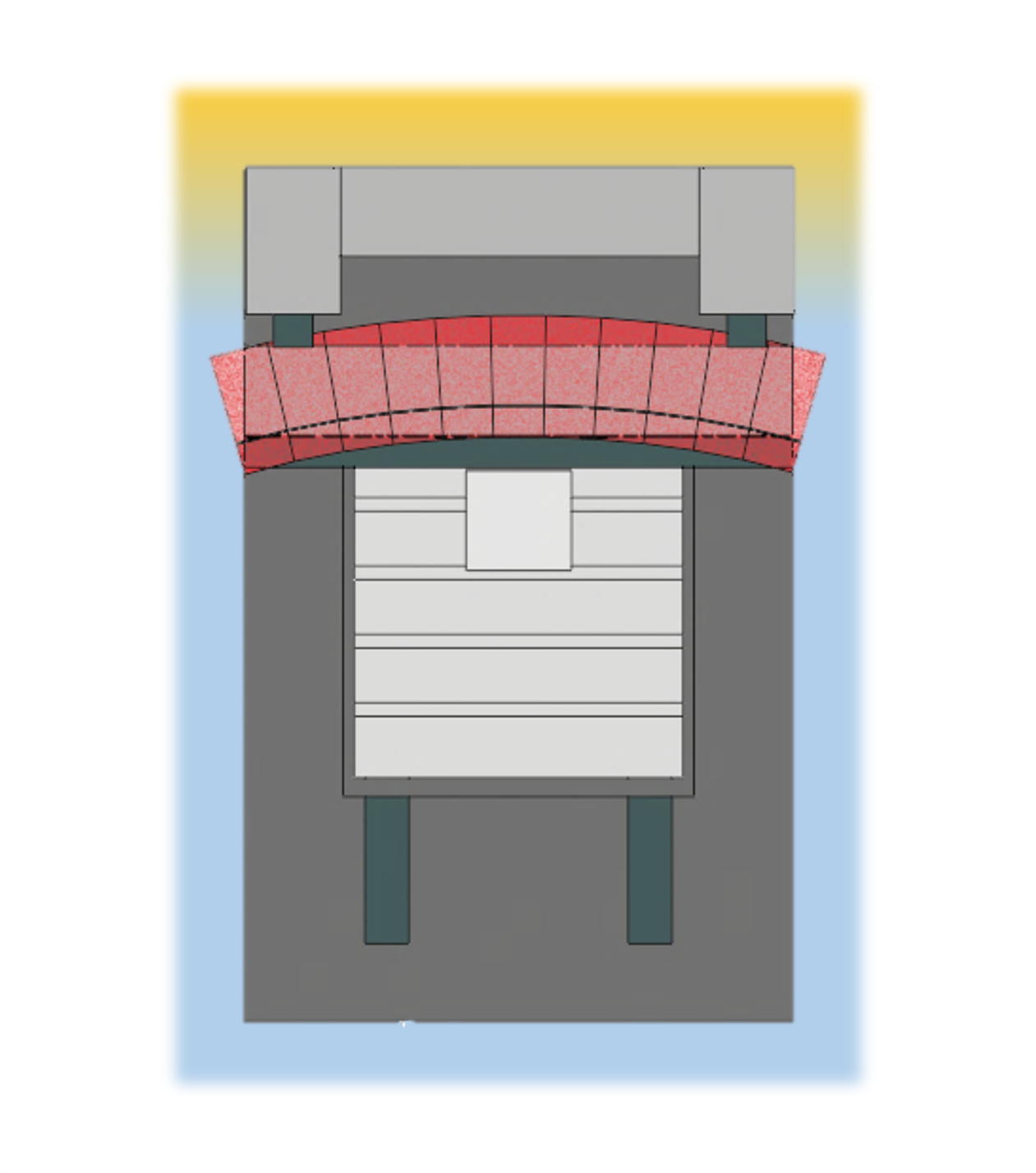
工具主軸を持つ工作機械において、XYZ軸と主軸軸線の関係は、加工精度を左右する重要な機械精度の一つです。図のような横形マシニングセンタの場合、理想的には主軸軸線に対しZ軸は平行、X軸とY軸は直角です。しかし実際は、主軸軸線にはX軸まわりの傾き、Y軸まわりの傾きという誤差が存在します(図1)。すなわち、主軸軸線とX軸・Y軸の直線軸とは直角ではなく、主軸軸線とZ軸は平行ではない状態になっています。これらの誤差量が大きいと、ワーク精度に影響を及ぼす可能性があります。

旋回軸を備えた工作機械の精度を担保するには、旋回軸のずれや傾きを小さくすることが重要になります。図のような横型マシニングセンタの例では、テーブル軸線(B軸軸線)とY軸の平行からのズレ量をテーブル軸線の傾きと呼びます。理想的にはテーブル軸線はY軸と平行ですが、実際にはX軸周り・Z軸周りの傾きが存在し、わずかに傾いた状態でテーブルが旋回しています。この傾き量が大きいとワーク精度に影響を及ぼす可能性があります。

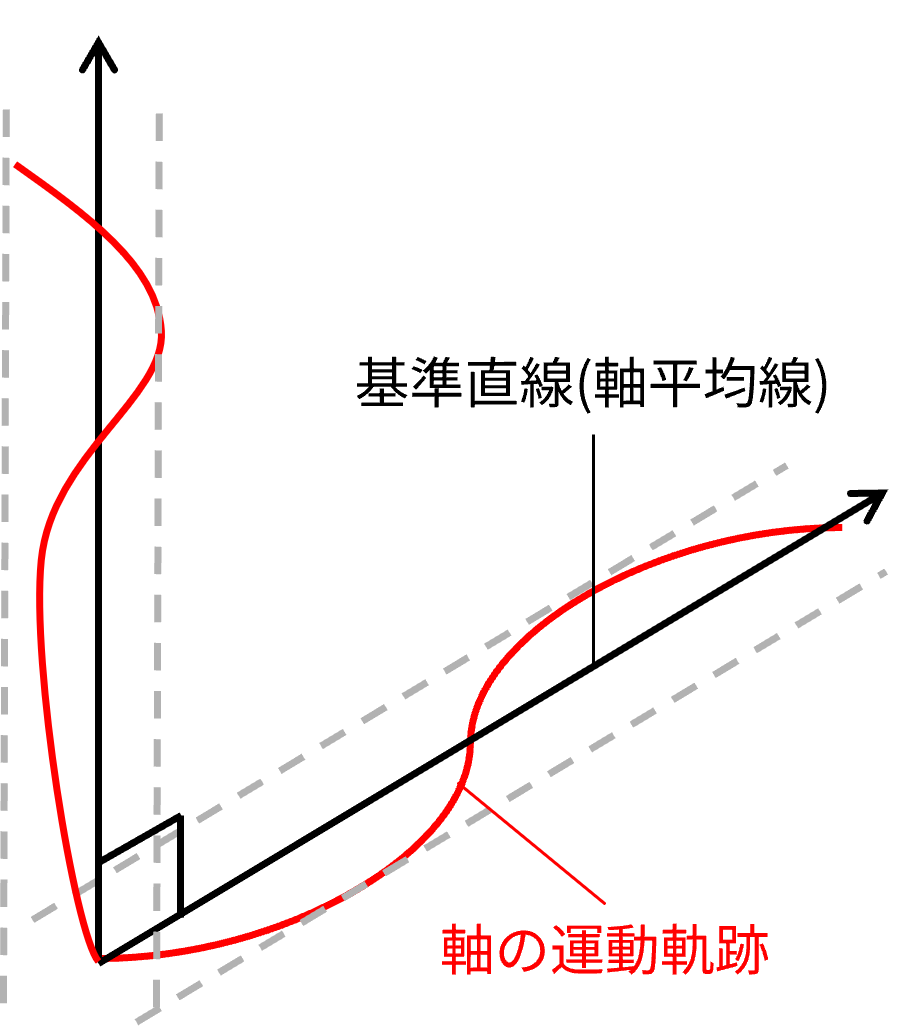
直角度誤差とは、JIS B 6190-1によれば「直進運動部品上の点の軌跡の基準直線と直進運動の基本軸に対応する 直進運動部品の機能点の軌跡の基準軸の傾きと、直進運動の基本軸に対応する ほかの直進運動部品の機能点の軌跡の基準直線の傾きとの差」です。 とても複雑な表現ですが噛み砕くと、 直角度誤差とは、X軸、Y軸、Z軸の運動がお互いにどれくらい直角からずれた関係にあるかを示す機械運動誤差であるといえます。

工作機械の精度検査を行う手法のひとつに、ボールバー(DBB)を用いた円運動精度試験があります。 DBBとは、両端に球(スタイラス)が付いたバーの伸縮によって機械の運動精度を測定する装置です。 DBBは2つの球と1本のバーで構成されており、 球の一方を主軸、他方をテーブルに取り付けた状態で、片方の球を中心として円弧補間運動をさせます。 2つの球の間の距離を連続測定することで、工作機械の運動精度を評価する仕組みです(ISO230-4)。